香筒つくり工程

一枚の板を叩き起こし、器にしてゆく鎚起銅器に於いて、お盆など、サイズは大きくても立ち上がりが少ない器は、手間はかかからず。口の大きさが小さくなるほど、背の高さがでるほどに、学び深き物になると今回の製作で感じさせてもらいました。
3枚の銅鍋を組み合わせて形にする香筒。
まずは、本体部分の製作から。
過去の動画も含めて、お伝えします。
図案から材料の大きさを計算し、大きな四角い板から金切鋏で切り出します。
そして、木台で立ち上げ、口の大きさを絞り始め。
口の大きさを絞ることにより、器の高さが出てきます。
今回の材料は1ミリ厚。
銅板は、叩くことに硬くなり、600度ほどに熱することで柔らかくなります。
叩いては、バーナーで火にかけ柔らかくする。その繰り返し。
カップなどは、10回ほどの焼き鈍しですが、今回は28回の焼き鈍しで形になりました。






垂直に立ち上げる場合、底からばかり立ち上げると底角部分が薄くなり破れてしまうために、途中は胴体部分に道具を引っ掛けて立ち上げる部分を変えてゆきます。















今回は、口径が小さいため、ひとつ道具をつくりました。以前、コークス炉で熱し叩き、曲げておいた鉄の棒をヤスリで磨き込み、整えてゆきます。


表情が出てくる器。
最初の図案を変更させていただき、この表情を活かす形とさせていただきました。
口径の大きさが決まってきたら、胴体部分の肉を削ぎ落とし、細身に。
金切り鋏で、口の部分を平行に整えつつ、全体の形を出してゆきます。





粗々と大きな金鎚で形を作り、最後は小さい金鎚で表面を整えます。均しとゆう作業。この作業を通して、肉の厚みの違いについて気付かされます。
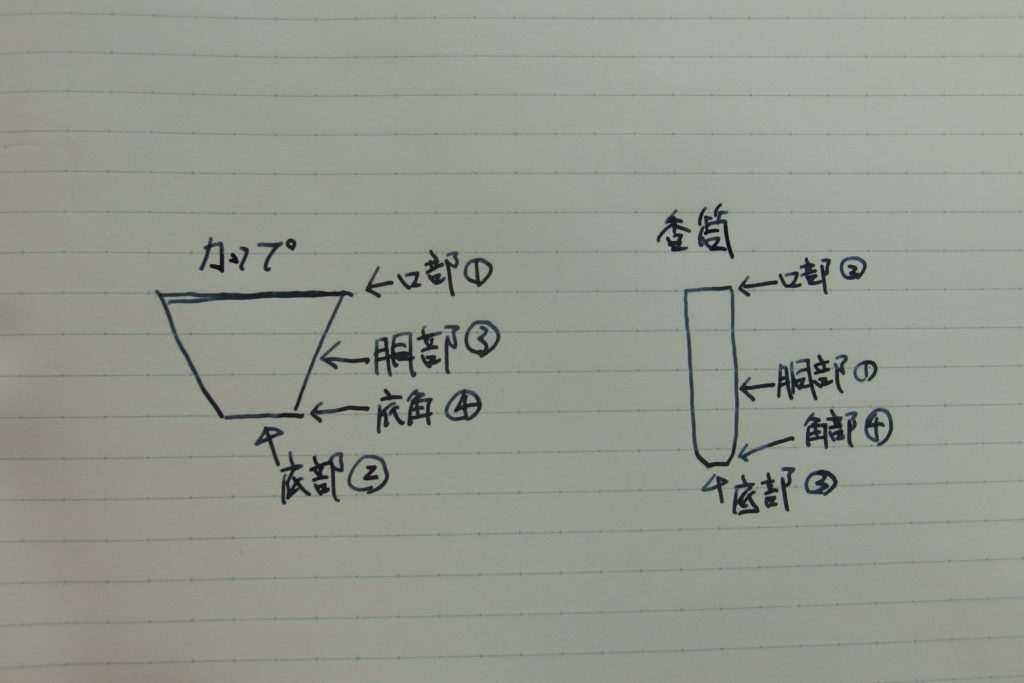
普段のカップ製作では、一番厚いのが口部、次が底、薄い場所が底角となりますが、香筒では、底から2センチから5センチほどの場所が1.5ミリほどと一番厚く、次が口部、底。薄いのが底角部。
表情を保ちながら均し、3つのパーツが揃うように、整えます。

胴体下部完成の後、中合の製作。
板を丸めて合わせ、溶接。茶筒などを軽く作るためには、このような丸めて合わせつくる方法が、主な製品として流通しています。
胴体下部と、中合のすり合わせの後、胴体上部と中合の擦り合わせ。香筒を携帯した際に蓋が落ちないような硬さを保ちながら、蓋を取り外す際には硬くなりすぎない。使う場面を想像しつつ、調整を繰り返します。
今回は、スクリューキャップのように、捻りながら開け閉めするとゆう方法を提案させてもらいました。

全ての形が完成したら、器を綺麗に磨き、硫化カリウムを溶かした液に漬け込み、黒くします。その後、磨き落とし、緑青硫酸銅の混合液の中で2分ほど煮込み完成。
このような仕上げをすることで、指紋がつきにくく、色の深みがでる銅器となります。


自分では発案しないような、背の高い香筒を製作することで、鎚起銅器が1ミリ板の中で細胞が移動する姿を確認することができました。
叩き上げ手をかけることで、普段は見えない銅器の表情をを感じることができ、貴重な経験となった香筒づくりです。